|
Индукционная сушка
пиломатериалов основана на следующем.
Штабель пиломатериалов (рис. 1) с
уложенными между рядами досок 3 ферромагнитными
элементами 4 (сетками из мягкой
полосовой стали) помещают в
электромагнитное поле промышленной частоты (50 Гц),
образованное во внешнем по отношению
к штабелю соленоиде 2. Соленоид
монтируется внутри сушильной камеры 1 (снабженной
системой циркуляции) из проводников больших сечений.
Ферромагнитные элементы, нагревающиеся
индуктивными токами,
передают тепло древе сине путем непосредственно контакта (кондуктивным
способом)
и путем конвекции от циркулирующего воздуха.
Соленоид состоит из нескольких
секций, которые подключают к сети трехфазного тока
последовательно, параллельно,
на «звезду» или «треугольник». Температуру сеток регулируют
путем изменения напряженности
электромагнитного поля, что
достигается различными
вариантами включения
соленоида.
В процессе сушки температура
древесины при этом способе выше, чем температура окружающей среды, в
результате чего в штабеле создается
положительный температурный
перепад, который
интенсифицирует процесс
удаления влаги из материала.
Продолжительность индукционной сушки в
два раза меньше по сравнению с камерной
сушкой пиломатериалов нормальными режимами.
Способ характеризуется примерно таким
же расходом электроэнергии,
как и
камерно-диэлектрическая сушка.
Себестоимость индукционной сушки примерно в два раза
выше себестоимости камерной
сушки. Этот способ не обеспечивает
удовлетворительного
качества высушенного материала: большая
неравномерность высыхания материала,
местные перегревы, большие внутренние
напряжения. Поэтому
индукционная сушка не может быть
рекомендована для широкого
промышленного внедрения, допускается
на мелких предприятиях, испытывающих
затруднения с
пароснабжением, для сушки
пиломатериалов по III категории
качества..
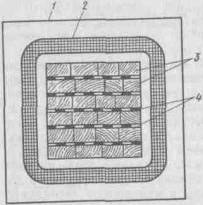
Рис. 1. Схема установки для
индукционной
сушки:
/ — камера,
2 — соленоид,
3 — ряды
досок штабеля.
4 — ферромагнитные элементы
|
