
Сушка
Технология
Оборудование
Инструмент
Программы
Информация
Объявления
Гостевая
Контакт
|
| Древесина Сушка Технология Оборудование Инструмент Программы Информация Объявления Гостевая Контакт |
| ИНСТРУМЕНТ |
|
|
| Дисковые с пластинками из твердого сплава |
| Тип 1 Тип 2 |
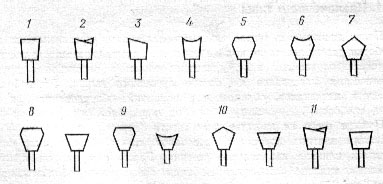
| Пилы дисковые с твердосплавными пластинами предназначены для обработки различных древесных материалов: фанеры, древесностружечных и древесноволокнистых плит, древесных слоистых пластиков и других синтетических материалов на основе древесного сырья. Разнообразие древесных материалов,, облицовочных покрытий, оборудования для пиления, требований к качеству обработки определяет форму зубьев пил .Прежде всего на качестве поверхности (неровности разрушения по плоскостям плитных древесных материалов, сколы облицовочного слоя) оказывает влияние направление резания. Рассмотрим это на примере пиления с нижним расположением пилы относительно обрабатываемой плиты (рис.1 ).При встречной подаче материала (рис. а) на входе зуба пилы в материал результирующая сила резания направлена внутрь плиты, при выходе — наружу. При такой технологической схеме пиления обеспечивается высокое качество обработки верхней поверхности плиты и низкое качество нижней. Удовлетворительное качество обработки на нижней поверхности плиты возможно только при применении надежного подпора в зоне выхода зуба пилы из материала. При попутной подаче (рис. 1,6) наблюдается обратная картина: высокое качество на нижней поверхности плиты и сколы на выходе зуба пилы из пропила. Для верхнего расположения пилы характерны особенности формирования пропила (рис. 1, виг). Высокое качество обработки нижней и верхней поверхностей плиты достигается за счет применения двухпильной схемы (рис. 1, д). Первая по направлению подачи пила вращается по часовой стрелке (с попутной подачей) и подрезает нижнюю поверхность плиты на небольшую глубину. Вторая пила производит деление плиты. При этом режущие кромки зубьев обеих пил, образующие качественную поверхность распила, должны находиться в одной плоскости. Такая технологическая схема пиления применяется при чистовой обрезке в размер штатных материалов на линиях типа МФК. На рис. 2 по отечественным и зарубежным источникам показаны конструктивные решения зубьев пил с твердосплавными пластинами. Многообразие этих решений, отличающихся формой главной режущей кромки, обеспечивает качественное пиление при однопильной схеме резания. Основной формой является зуб с прямой режущей кромкой (форма 1). Пилы с такой формой зуба применяются при двух- и однопильной схеме пиления, имеют меньшее число зубьев. При этом затраты на заточку минимальны. Для раскроя фанеры, древесноволокнистых плит, древесностружечных плит, облицованных натуральным шпоном и ламинированных, широкое распространение получили пилы с разносторонним наклоном зубьев (с разносторонней косой заточкой — форма 2).Более острые режущие кромки по сравнению с прямой режущей кромкой обеспечивает эффект подрезки наружных поверхностей обрабатываемого материала. В то же время для этой формы зубьев характерен больший линейный износ, пилы должны иметь большее число зубьев, трудоемкость заточки их возрастает. Нельзя не учитывать, что такая форма зубьев является одним из источников поперечных колебаний пилы. Пилы с односторонним наклоном режущих кромок (форма 3) зубьев применяются в основном для чистовой опиловки заготовок из древесных материалов с образованием рейки-отхода, качество поверхности которой не учитывается. Радиусная форма режущих кромок зубьев по назначению аналогична форме зубьев с разносторонним наклоном. Преимущество этой формы в том, что подрезка кромки обрабатываемого материала осуществляется каждым зубом, а не через один. Однако при изготовлении и эксплуатации таких пил возникают дополнительные трудности, так как необходимо обеспечить строгую симметричность радиусной поверхности относительно торцовых поверхностей корпуса пилы. Стремление разделить ширину пропила на отдельные участки, обработка которых осуществляется от середины пропила к краям, и тем самым уменьшить величину сколов привело к созданию трапецеидальней и треугольной форм зубьев (формы 5, 7). Комбинированные формы зубьев 8, 9, 10 и 11 обеспечивают разделение во времени нагрузки на обрабатываемый материал от сил резания. Разность между диаметрами окружностей резания зубьев таких пил достигает 1 мм.В практике наибольшее распространение получили пилы с зубьями формы 1 и 2. ГОСТ 9769—79 «Пилы дисковые с твердосплавными пластинами для обработки древесных материалов» регламентирует конструкции, основные параметры и технические требования к пилам двух типов: тип 1 — с разносторонними и односторонними углами наклона и задних поверхностей зубьев; тип 2 — без наклона передних и задних поверхностей зубьев. Из предусмотренных стандартом типоразмеров пил серийно Горьковский опытно-промышленный завод выпускает ограниченную номенклатуру (рис. 3). С 1987 г. пилы по ГОСТ 9769—79 выпускает Каменец-Подольский завод дереворежущего инструмента им. Г. И. Петровского. Материал режущей части пил — твердый сплав марок ВК6, ВК15 (ГОСТ 3882—74). Формы и размеры твердосплавных пластин по ГОСТ 13833—77.Материал корпусов пил — инструментальная легированная сталь марок 9ХФ (ГОСТ 5950—73) или 50ХФА (ГОСТ 14959—79). Твердость корпусов пил HRCэ=40...45. |
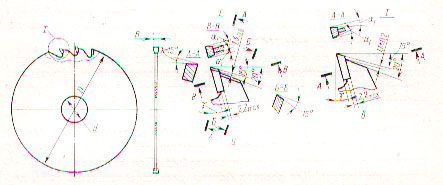
| Рис.
1. Технологические схемы пиления :а
— со встречной подачей и нижним
расположением пилы; б —с попутной
подачей и нижним расположением пилы; в — со встречной подачей и верхним расположением пилы; г —с попутной подачей и верхним расположением пилы; д — двухпильная схема |
 |
| Рис. 2. Формы зубьев пил с твердосплавными пластинами:с фасками; 1— с прямой режущей кромкой; 2-е разносторонним наклоном; 3-е односторонним наклоном; 4 — радиусный; 5 — трапецеидальный; 6 — радиусный 7 — треугольный; 8, 9, 10, 11 — комбинированные |
 |
| Рис. 3. Пилы с пластинами твердого сплава а — тип 1; б — тип 2 |
 |
|
|